|
Innovatives System zur Überwachung von Schwingungen
an Lagern und Maschinen VCS
- Vibro Control Solutions™
ist ein universell einsetzbares Mess-, Auswerte- und Überwachungssystem für Schwingungen
an Maschinenanlagen. Es besteht aus einem robusten, einfach zu montierenden Sensor
(M12-Gewinde) sowie einem Auswertemodul in einem Hutschienengehäuse. Über einen
Drehschalter kann zwischen zwei Auswertemethoden gewählt werden. Die unterschiedlichen
Auswertemethoden (Mittelwert bzw. Hüllkurve) ermöglichen den Einsatz sowohl für
wälz- als auch für gleitgelagerte Maschinen. Das oftmals unruhige Signal kann
in 7 Stufen geglättet werden.
Durch den weiten Frequenzbereich kann
VCS für langsam laufende (z.B. Kühlturmventilatoren) und auch für schnell laufende
Aggregate (z.B. Turbinen) eingesetzt werden.
In Anlehnung an ISO 2372/VDI
2056 liefert das Auswertemodul ein der Schwinggeschwindigkeit entsprechendes 4...20
mA-Signal. Dieses Signal kann direkt an eine SPS oder ein Prozessleitsystem zur
Visualisierung und Grenzwertüberwachung angeschlossen werden.
Vorteile des mA-Signals:
1. Der Schwingungspegel kann in einem nachgeschalteten Visualisierungssystem
angezeigt und grafisch dargestellt werden. Die zeitliche Entwicklung gibt deutliche
Hinweise auf die Ursache der Schwingungen. Beispielsweise deutet ein langsamer,
stetiger Anstieg auf eine andere Störungsursache hin als ein sprunghafter Anstieg.
2. In Verbindung mit einer SPS bzw. einem Leitsystem können aus einem mA-Signal
beliebige Grenzwerte gebildet werden.
3. Durch Verknüpfung mit anderen Signalen
kann die Überwachung optimal an die individuellen Betriebserfordernisse angepasst
werden.
Ausgewählte
Anwendungsbeispiele:
Überwachung auf Unwucht- und Lagerschäden
- an gleitgelagerten Maschinen wie etwa
Kompressoren, Turbinen, Generatoren, Getrieben, ...
-
an wälzgelagerten Maschinen mit hohen Drehzahlen wie etwa Pumpen, Ventilatoren,
Kompressoren, Getrieben, Werkzeugmaschinen, ...
- an
wälzgelagerten Maschinen mit niedrigen Drehzahlen wie etwa Kühlturmventilatoren,
Mühlen, Förderbänder, Walzen, ...
VCS ist besonders geeignet für
die Nachrüstung an bestehenden Maschinen
Immer mehr Anlagen werden
auf Fernbedienung mit Prozessleitsystemen umgestellt. Das Personal vor Ort wird
drastisch reduziert. Das jetzt fehlende Überwachungspotential muss durch umfangreichere
Messtechnik kompensiert werden. Bei neueren Turbomaschinen hat sich das Messen
der Wellenschwingung durchgesetzt. Das bedeutet aber nicht, dass eine Wellenschwingungsmessung
immer die bessere Lösung ist. Maßgebende Entscheidungskriterien sind: Lagertyp,
Rotordrehzahl und Verhältnis von rotierender zu feststehender Masse.
VCS kann für jeden Lagertyp eingesetzt werden, hat einen sehr weiten Frequenzbereich
und liefert bei nahezu allen Maschinentypen aussagekräftige Ergebnisse.
Der Einbau eines Wellenschwingungssensor (Wirbelstromprinzip) erfordert bestimmte
konstruktive Voraussetzungen, wie man sie bei älteren Maschinen nicht immer findet.
Die Nachrüstung mit VCS ist praktisch immer möglich. VCS ersetzt den Mann vor
Ort. Was dieser gehört oder gefühlt hat, stellt VCS als 4...20 mA-Signal für die
Weiterverarbeitung zur Verfügung.
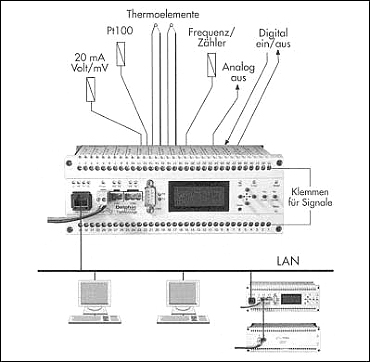
TYPISCHE
INSTALLATION
SELBSTTEST
VCS verfügt über die einzigartige Möglichkeit, Sensor- und Auswerteelektronik
selbsttätig zu überprüfen. Der Selbsttest wird manuell oder über einen Kontakt
aus der SPS aktiviert. Ein integrierter Frequenzgenerator stimuliert das Impulssystem
entsprechend nachfolgender Grafik.
TECHNISCHE
BESCHREIBUNG
In Anlehnung an ISO 2372 / VDI 2056 liefert das
Auswertemodul ein 4...20 mA, das proportional zum Betrag der Schwinggeschwindigkeit
ist. Abhängig von der Art der Rotor-Lagerung (Gleit- oder Wälzlager) wird der
zeitliche Mittelwert bzw. die Hüllkurve gebildet. Für jede der beiden Auswertemethoden
kann der Zeitbereich mittels Drehschalter in 7 Stufen eingestellt werden (0,1...10
sek), wodurch eine Glättung des Signals erreicht wird.
Das folgende Funktionsschaltbild
zeigt die Aufteilung und die Funktionen des Gesamtsystems.
Funktionsschaltbild
- · Ein mikromechanischer Beschleunigungssensor misst
die Schwingbeschleunigung.
- Das Signal wird
verstärkt und gefiltert (3…8000 Hz) und als differentielles Spannungssignal zum
Auswertesystem übertragen.
- Zusätzlich steht
die Messgröße nach dem Filter als bipolares Signal mit einer Skalierung von 100
mV/g zum Anschluss eines Schwingungsanalysators zur Verfügung.
-
Im Auswertesystem wird das Messsignal (Beschleunigung) über die Zeit integriert.
Dadurch liefert das System in Anlehnung an die Norm ISO 2372 / VDI 2056 ein Signal,
das proportional zur Schwinggeschwindigkeit ist (Frequenzbereich: 10...1000 Hz).
- Für die Maschinendiagnose interessiert
nur der Betrag der Schwinggeschwindigkeit; dafür ist ein Präzisionsgleichrichter
eingebaut.
- Für die einfache Maschinenüberwachung
wird hieraus der gleitende Mittelwert oder die Hüllkurve gebildet.
- Die
Dämpfung (Glättung) dieses Signals kann in sieben Stufen eingestellt werden.
- Dieses
Signal wird als 4...20 mA ausgegeben.
MITTELWERT-
BZW. HÜLLKURVENAUSWERTUNG
Über einen Drehschalter kann zwischen
diesen beiden Auswertemethoden gewählt werden. Der Mittelwert bzw. Effektivwert
der Schwinggeschwindigkeit wird als Bewertung für den Zustand gleitgelagerter
Maschinen herangezogen (ISO 2372/VDI 2056/DIN ISO 10816-3). Eine Auswertung der
Hüllkurve hat sich für die Zustandsbewertung wälzgelagerter Maschinen bewährt.
Die durch kaputte Lager hervorgerufene Stoßanregung wird hier deutlich erkennbar.
Für jede der beiden Auswertemethoden kann das Ausgangssignal in 7 Stufen
geglättet werden. Der Verlauf eines geglätteten Signals ist optisch besser zu
erkennen und bietet optimale Voraussetzungen für eine datenreduzierte Archivierung.
Auswertung
nach Mittelwert bzw. Hüllkurve mit unterschiedlicher Glättung
ABMESSUNGEN

EINFACHE MONTAGE
Der Sensor wird mit zwei Muttern (M12, SW 19) ausgeliefert. Zum Hineinschrauben
des Sensors werden die beiden Muttern auf der Anschlussseite gegeneinander verspannt.
Der in das Messobjekt geschraubte Sensor wird jetzt mit mindestens einer der beiden
Mutter gekontert. Für mobile Messungen wird ein Magnetfuß angeboten.
TOPMessage
die ideale Ergänzung für Schwingungsanalyse und Diagnose!
Störungsursachen können besonders zuverlässig nur durch vergleichende Messungen
erkannt werden. TOPMessage erlaubt es erstmals, neben dem reinen Maschinenschutz
mit konventioneller Überwachung, auch einzelne Fehler und Schadensursachen individuell
zu überwachen. Damit erhöht sich der Sicherheitsgrad der Überwachung und gleichzeitig
stehen alle relevanten Informationen über den aktuellen Maschinenzustand zur Verfügung.
Abhilfemaßnahmen können frühzeitig geplant und rechtzeitig eingeleitet werden.
Nicht nur Schwingungssignale, sondern alle aussagefähigen Indikatoren
für den Maschinenzustand wie Drehzahl, Leistung, Temperaturen und Prozessgrößen
werden kontinuierlich erfasst und gespeichert. So kann nach jedem Störungsfall
nachvollzogen werden, wie sich der Schaden zeitlich entwickelt hat.
Besonders
bei der Diagnose der Schwingungsursache ist es sehr hilfreich den genauen Signalverlauf
rekonstruieren zu können. Ein sprunghafter Anstieg deutet beispielsweise auf eine
andere Ursache hin wie ein allmählicher Anstieg. Ebenso hilfreich ist es zu wissen,
wie sich die Maschinendaten und Prozesswerte zeitgleich zum Schwingungsanstieg
verhalten haben. - Oftmals ist es angebracht,
die Überwachung von Schwingungsgrenzwerten mit einer gewissen Intelligenz auszustatten
- z.B. zeit- oder ereignisgesteuerte Grenzwertanpassung bzw. Kontaktverzögerung.
Derartige SPS-Funktionen können in TOPMessage einfach und komfortabel realisiert
werden.
- Wird TOPMessage über eine Ethernet-Schnittstelle
in das vorhandene Werksnetz eingebunden, so können von jedem autorisierten PC
innerhalb dieses Netzes die Daten ausgelesen und weiterverarbeitet werden. TOPMessage
arbeitet autark, ein PC wird nur für die erstmalige Konfigurierung benötigt.
-
Jedes Gerät ist standardmäßig mit einem 500 kByte-Speicher für eine PC-unabhängige
Datenspeicherung ausgestattet. Dieser Speicher kann bis auf 1 GByte erweitert
werden. Dank der effizienten Datenkomprimierung können damit Daten von mehreren
Monaten bei einer zeitlichen Auflösung < 200 msec gespeichert werden. Im Online-Betrieb
wird die Speichergröße nur durch die Kapazität der Festplatte begrenzt.
-
Mit der Software-Option "Visualisierung" können die Betriebswerte sehr anschaulich
in Prozessbildern und Tabellen dargestellt werden.
Übersichtliche Darstellung der Betriebswerte in Prozessbildern
TOPMessage-Geräte stellen auch für die Schwingungsanalyse die perfekte Lösung
dar. Bisher musste bei Maschinenproblemen, die sich durch erhöhten Schwingungspegel
bemerkbar machten, zur Ursachenfindung stets ein Experte mit einem Frequenzanalysator
vor Ort gehen. Dort konnte er dann Messstelle für Messstelle den aktuellen Zustand
erfassen. Ein TOPMessage-Gerät errechnet permanent Frequenzspektren (FFT-Analyse)
von bis zu 8 Messstellen (pro Modul). Automatisch werden aus jedem Spektrum die
wichtigsten Kennwerte ermittelt und abgespeichert. Die zeitliche Entwicklung des
Frequenzspektrums ist die aussagekräftigste Information für die Ursachenfindung
bei Schwingungsproblemen.
|

